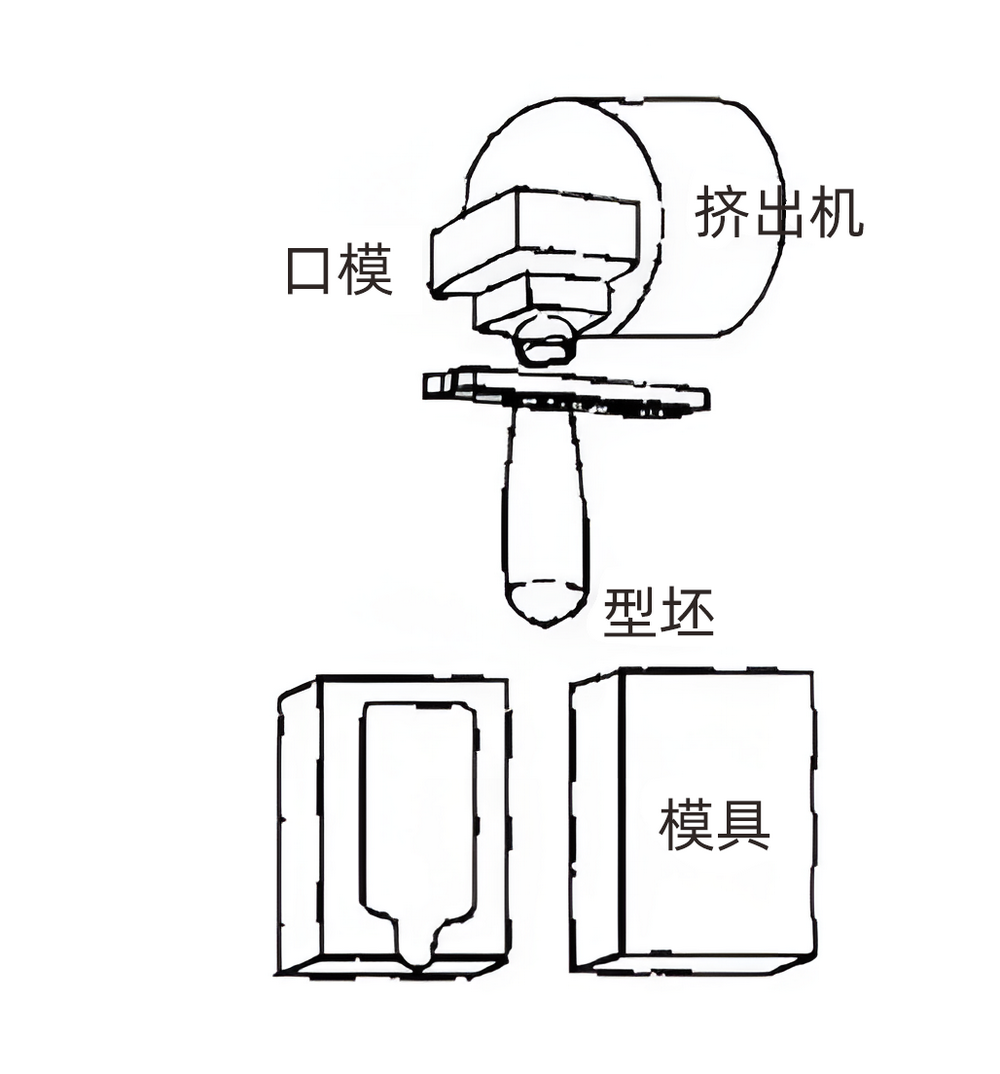
01型坯挤出:挤出装置将塑料原料挤出成半熔融状态的管状型坯。
02型坯切割与闭合:当型坯达到一定长度时,模具移动到机头下方闭合并抱住管坯,切刀将管坯割断。
03吹塑成型:模具移动到吹塑工位,吹气杆进入模具吹气,使型坯紧贴模具内壁成型为制品,吹气压力一般在0.25到0.8兆帕。
04冷却定型:型坯在模具内冷却定型,形成所需的制品形状。
05取出制品:打开模具,取出已成型的制品。
06修整制品:对取出的制品进行必要的修整,以确保产品质量。
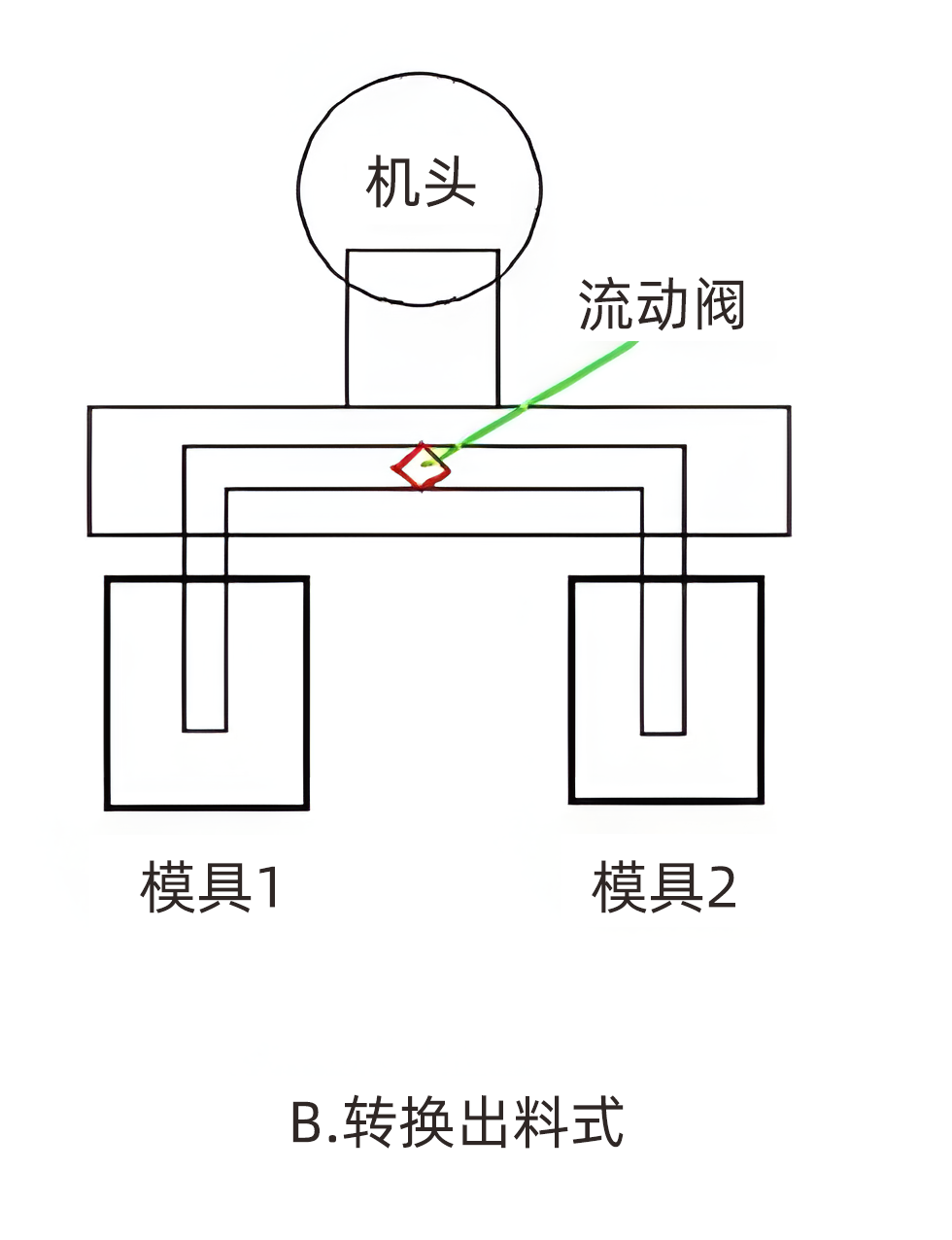
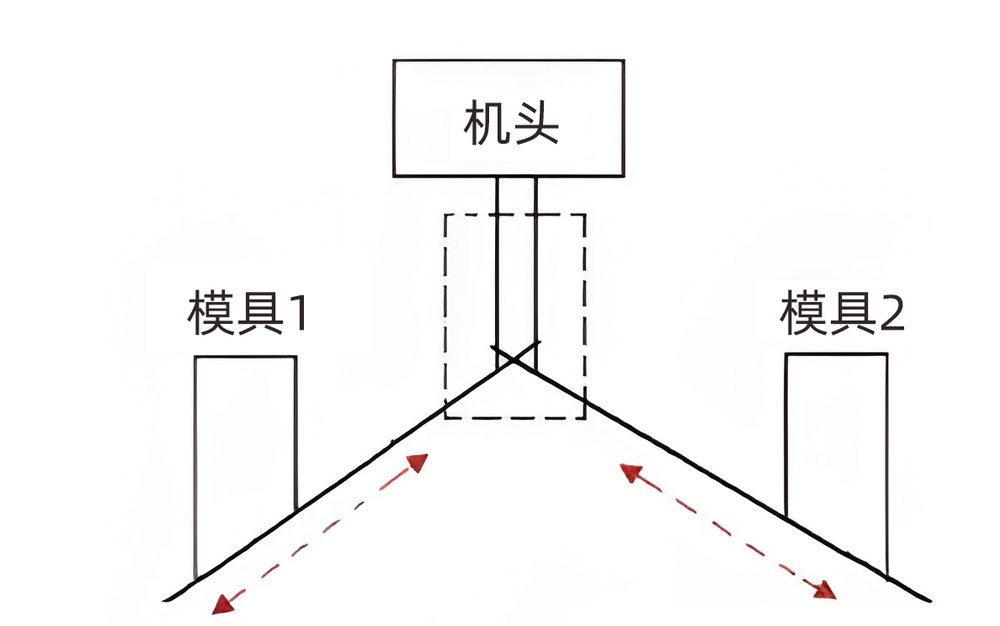
LS型坯挤出方式
1 连续挤出吹塑
* 型坯连续不断挤出,通过切断和移送型坯至吹塑模具中或移动吹塑模于口模下方,再进行合模、吹胀和冷却定型。
* 适用于生产容积为10 ML~30L的中空制品,制品质量可以从几克到几千克。
* 设备包括挤出装置、口模、吹塑模具、锁模装置及吹气装置等。
2 往复式
* 一种连续挤出吹塑的变体,使用往复运动来控制型坯的挤出和成型。
3 间歇挤出吹塑
* 型坯的生产是不连续的,熔体储存于中间容器,然后通过活塞或螺杆的移动形成型坯。
* 适用于生产大型中空制品,制品质量从几千克到上百千克。
* 设备包括往复螺杆装置、活塞储料缸装置和储料缸口模装置。
LS锁模装置锁模装置的形式取决于移送型坯还是移动模具:
1 移送型坯
* 宜采用定位锁模装置,由一组或几组在水平方向进行启、闭模动作的启闭装置构成。
* 在吹塑作业时,夹具将挤出的型坯夹住并切断,然后移送到吹塑模具中,闭模,吹塑。
2 移动模具
* 宜采用往复式或旋转式锁模装置。
通过以上步骤和装置的详细介绍,我们可以看到挤出吹塑工艺的复杂性和精确性。这种工艺能够生产出各种形状和大小的中空塑料制品,广泛应用于包装、容器和其他工业领域。