1. 吹气机构
吹气机构是吹胀装置的核心,它有三种主要的吹气方式:针管吹气、型芯顶吹、型芯底吹。
一、- 针吹法
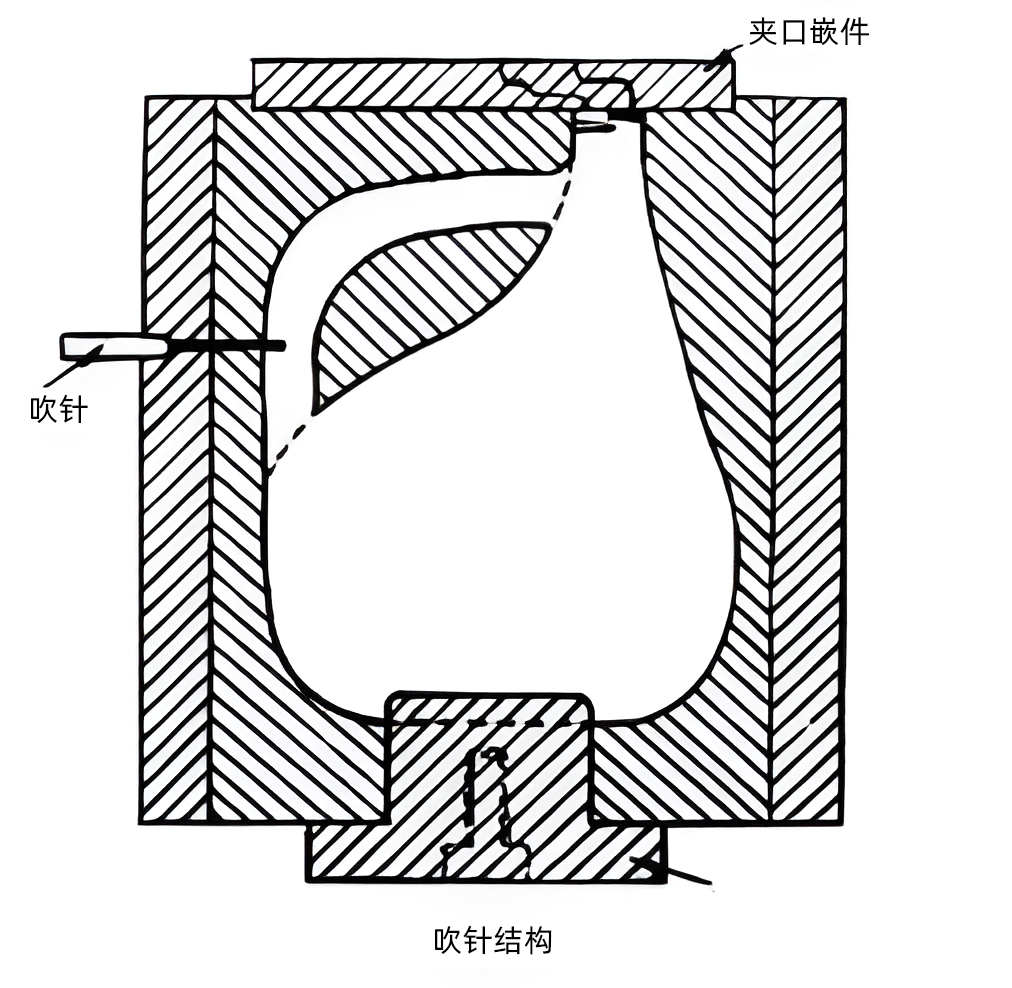
- 描述:吹气针管安装在模具型腔的半高处,模具闭合时,针管穿破型坯壁,压缩空气通过针管吹胀型坯,然后吹针缩回,熔融物料封闭针孔。
- 优点:适合不切断型坯的连续生产,适用于旋转吹塑成型,小型容器,以及有手柄的容器。
- 缺点:对于开口制品需要额外的整饰加工,模具设计复杂,不适宜大型容器的吹胀。
二、- 顶吹法
- 描述:通过型芯吹气,模具的颈部向上,型坯底部夹住,顶部开口,压缩空气从型芯通入,型芯直接进入型坯内并确定颈部内径。
- 优点:直接利用型芯作为吹气芯轴,简化了吹气机构。
- 缺点:不能确定内径和长度,需要附加修饰工序,压缩空气通过机头型芯影响机头温度。
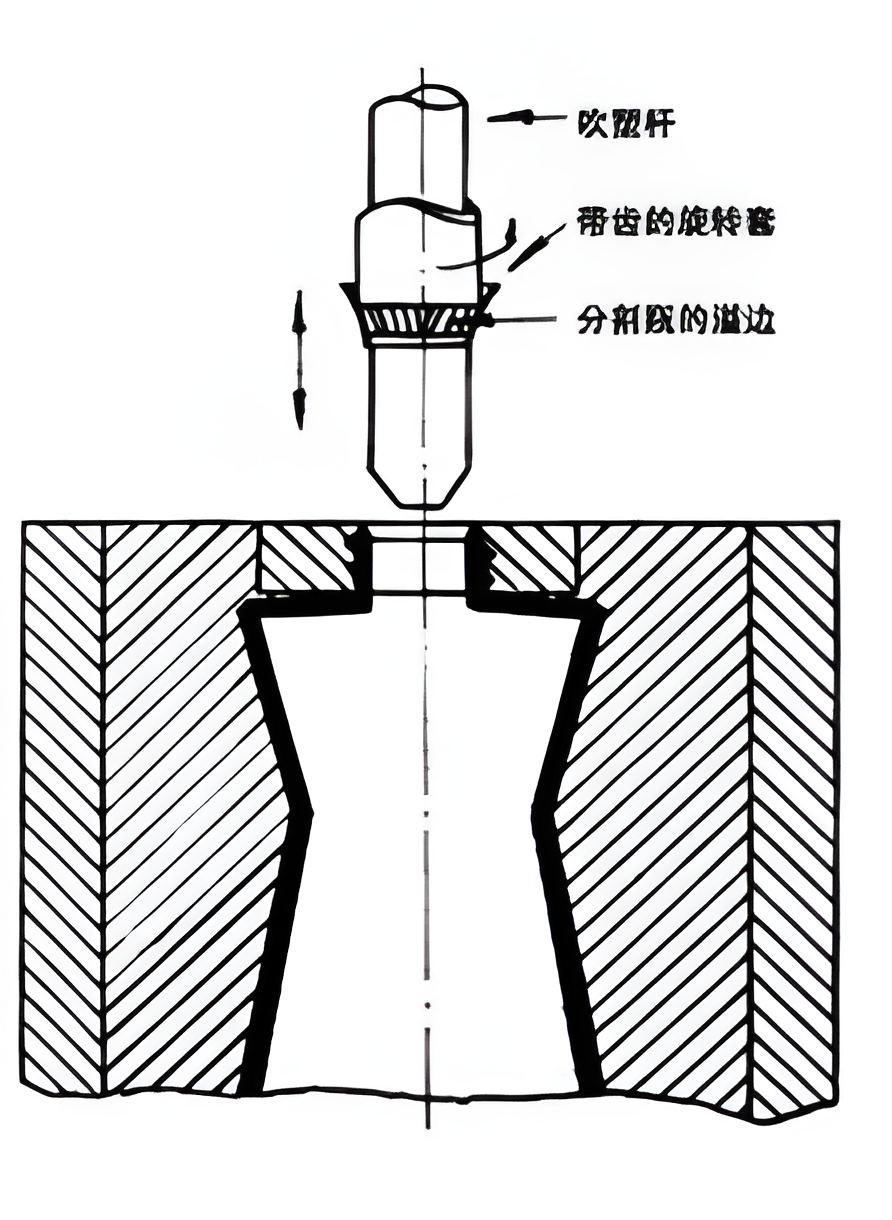
三、- 底吹法
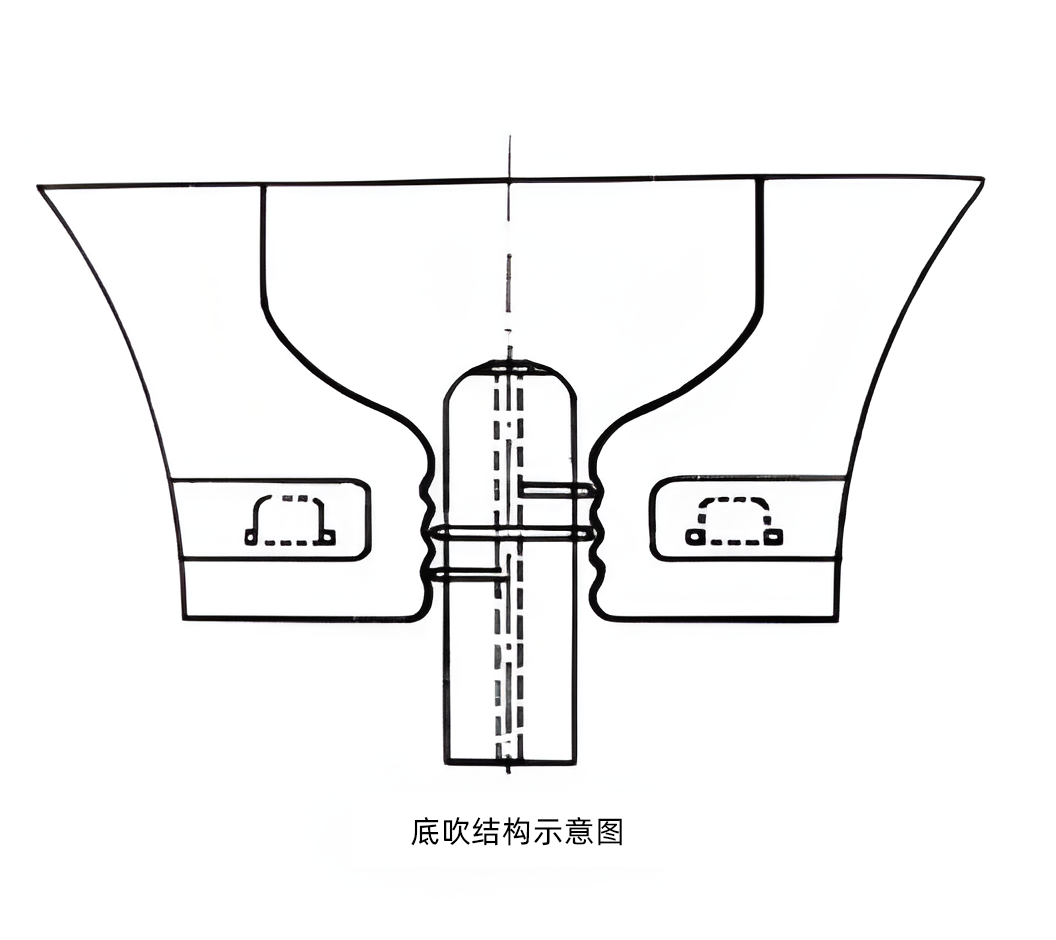
- 描述:挤出的型坯落到模具底部的型芯上,通过型芯对型坯吹胀。型芯的外径和模具瓶颈配合以固定瓶颈的内外尺寸。
- 优点:适用于吹塑颈部开口偏离制品中心线的大型容器,有异形开口或多个开口的容器。
- 缺点:可能导致瓶颈尺寸不准确,需要后加工修饰,瓶颈耳状飞边修剪后留下痕迹。